Home / Kate Valley Landfill
Kate Valley Landfill











The Challenge
In the early 1990s, there were 52 old landfills in Canterbury. None had the environmental protections found in modern, engineered landfills. The Councils understood that they needed to eliminate the unsafe old-style rubbish dumps throughout the region.
They considered that focusing their efforts regionally on one properly designed and operated facility would produce the best environmental outcomes. The Kate Valley Landfill site was identified as the best solution for the 300,000 tonnes of solid waste produced regionally.
Tonkin & Taylor designed the landfill, and to meet stringent consent requirements and to prevent leachate contaminating the environment, a composite liner system using a three-layer liner system was specified.
The Design
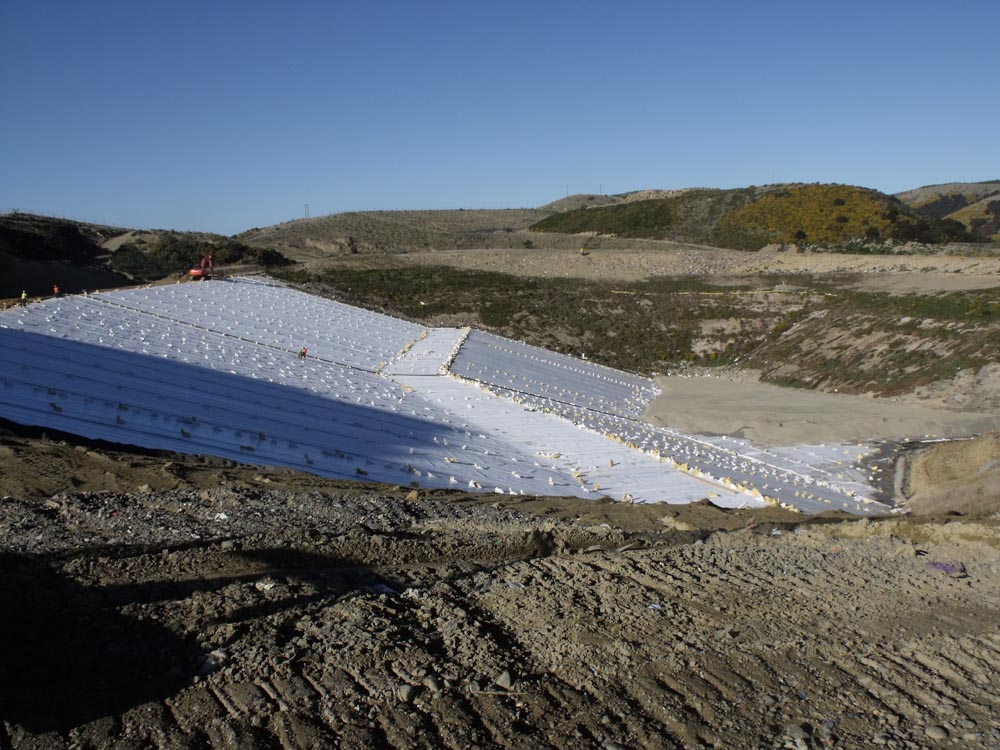
The specification called for a multi-layered High Density Polyethylene liner and Geosynthetic Clay Liner. The base liner consisted of 45,000m2 of Double Textured High Density Polyethylene (HDPE) geomembrane. Over this layer, a Bentomat Geosynthetic Clay Liner (GCL) was laid, with another layer of Double Textured HDPE geomembrane on top, covered by geotextile protection and drainage layers. White HDPE was selected for the upper layer to reduce the size and frequency of thermal expansion wrinkles.
The Construction
The landfill construction involved excavating 1.5 million cubic metres of soil and rock to form the first cell Stage 1A. Other construction areas included access roads and cuttings, bridge construction, stormwater drains and storage dams. The subgrade was a well compacted, firm silt loam.
The multiple liner layer construction was difficult. The specially textured HDPE surface improved the friction coefficient, allowing steeper slope construction. However the down-side was that the textured material had a Velcro effect with the GCL, making liner placement and final positioning very difficult.
The bottom HDPE layer could be pulled out and positioned by hand, but the upper layers had to be deployed by rolling out into position using a long reach crane. It is important to prevent wrinkle folds or stress to the liner during the application of the drainage cover materials.
A high level Quality Control and Assurance (QC-QA) was required for this project. The QC-QA programme included material manufacturing, site conditions, subgrade acceptance, a panel layout, field seaming methods and testing.
The geomembrane testing is divided into two categories: non-destructive and destructive. Non-destructive testing is carried out on all seams via three methods: pressurised air channel, vacuum box and spark testing. Destructive testing involves cutting coupon samples from a seam and testing them in shear and peel on a field tensionmeter. All testing and results were signed off by the appropriate parties and documented in a QC-QA Report.
The Performance
High wind conditions and a small benched slope provided challenges. However, the liner was installed on time and to budget over a period of six weeks. The landfill was commissioned in 2005.
Looking for a PDF version of this case study?
Want to know more about how we can help you?
Project Details
- 1.5mm Geoshield HDPE Double Sided Textured White/Black
- Bentomat DN (3) Geosynthetic Clay Liner (GCL)